Rezkanje plošč je ključni postopek pri obdelavi kovin, zlasti ko gre za pripravo jeklenih plošč za varjenje ali montažo. Ta postopek vključuje uporabo specializiranih strojev, kot so stroji za poševno rezanje, stroji za poševno rezanje in stroji za poševno rezanje jeklenih plošč, za ustvarjanje natančnih robov na kovinskih ploščah. Razumevanje zapletenosti rezkanja plošč lahko znatno izboljša kakovost in učinkovitost projektov obdelave kovin.
Primarni cilj rezkanja plošč je odstranitev materiala z robov jeklene plošče, da se ustvari določen profil. To je pogosto potrebno za zagotovitev pravilnega prileganja plošč med varjenjem ali za boljše prodiranje zvara. Postopek se začne z izbiro ustreznega stroja, odvisno od želenega kota poševnine in debeline jeklene plošče.
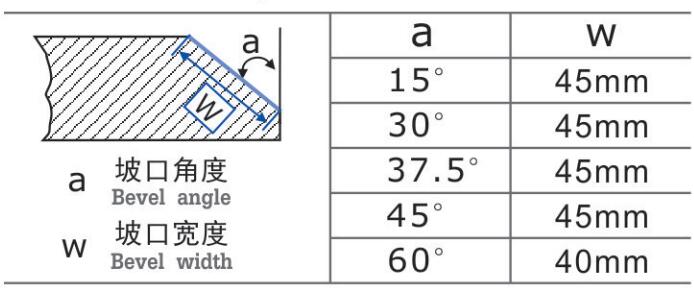
Stroji za poševno rezanje ali poševniki so zasnovani posebej za ta namen. Z njimi je mogoče izdelati različne kote poševnine in so opremljeni z visokohitrostnimi rezalnimi orodji, ki zagotavljajo čist in natančen rez.Stroji za poševno rezanje robov, po drugi strani pa se uporabljajo za ustvarjanje poševnega roba, ki je manj izrazit kot tisti, ki ga ustvari stroj za poševno rezanje. To je še posebej uporabno za aplikacije, kjer je potreben gladek prehod.


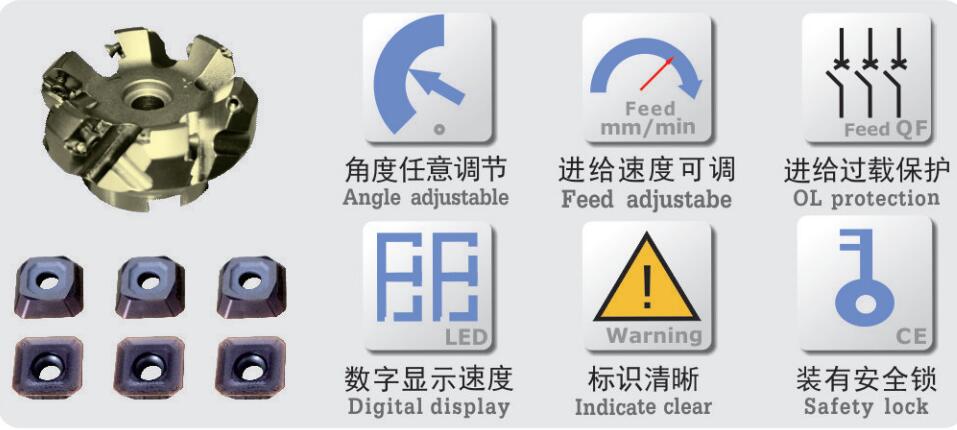
Stroj za poševno rezanje jeklenih ploščZdružujejo funkcionalnosti poševnega in posnetega roba, zaradi česar so vsestranska orodja v kovinskopredelovalni industriji. Ti stroji lahko obdelujejo debele jeklene plošče in so pogosto opremljeni z naprednimi funkcijami, kot sta samodejno podajanje in nastavljiva hitrost rezanja, kar poveča produktivnost in natančnost.
Skratka, postopek rezkanja plošč vključuje skrbno odstranjevanje materiala z jeklenih plošč z uporabo specializiranih strojev. Z uporabo strojev za poševno rezanje, posnemanje robov in poševno rezanje jeklenih plošč lahko proizvajalci dosežejo želene profile robov, ki so bistveni za visokokakovostno varjenje in montažo. Razumevanje tega postopka je ključnega pomena za vse, ki se ukvarjajo s kovinsko predelavo, saj neposredno vpliva na celovitost in delovanje končnega izdelka.
Čas objave: 12. marec 2026