วิธีการทำรอยต่อแบบ U/J เอียงสำหรับงานเชื่อมเบื้องต้น?
วิธีเลือกเครื่องเจียรขอบสำหรับงานแปรรูปแผ่นโลหะ?
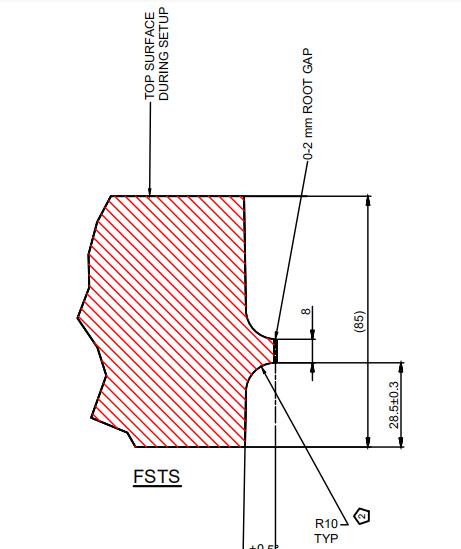
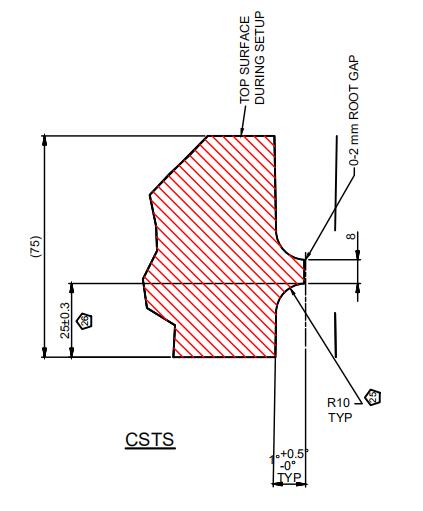
ภาพวาดด้านล่างเป็นตัวอย่างอ้างอิงสำหรับข้อกำหนดการลบคมจากลูกค้า ความหนาของแผ่นโลหะไม่เกิน 80 มม. ขอให้ดำเนินการตามแบบที่กำหนดการเจียรขอบสองด้าน โดยใช้ R8 และ R10วิธีการเลือกเครื่องเจียรขอบสำหรับแผ่นโลหะเหล็กอ่อนประเภทนี้?
 |  |
เพื่อประสิทธิภาพในการตัดขอบ เราได้เสนอแนะและจัดหาแนวทางแก้ไขไว้แล้วเครื่องกัดขอบแผ่น CNC.
แต่จากความคิดเห็นของลูกค้า ข้อต่อแบบ U/J ชนิดนี้เหมาะสำหรับโครงการขนาดเล็กเท่านั้น โดยทั่วไปแล้ว เราได้จัดหาข้อต่อแบบนั้นให้ด้วยเครื่องเจียรขอบแผ่นโลหะ GMMA-100L
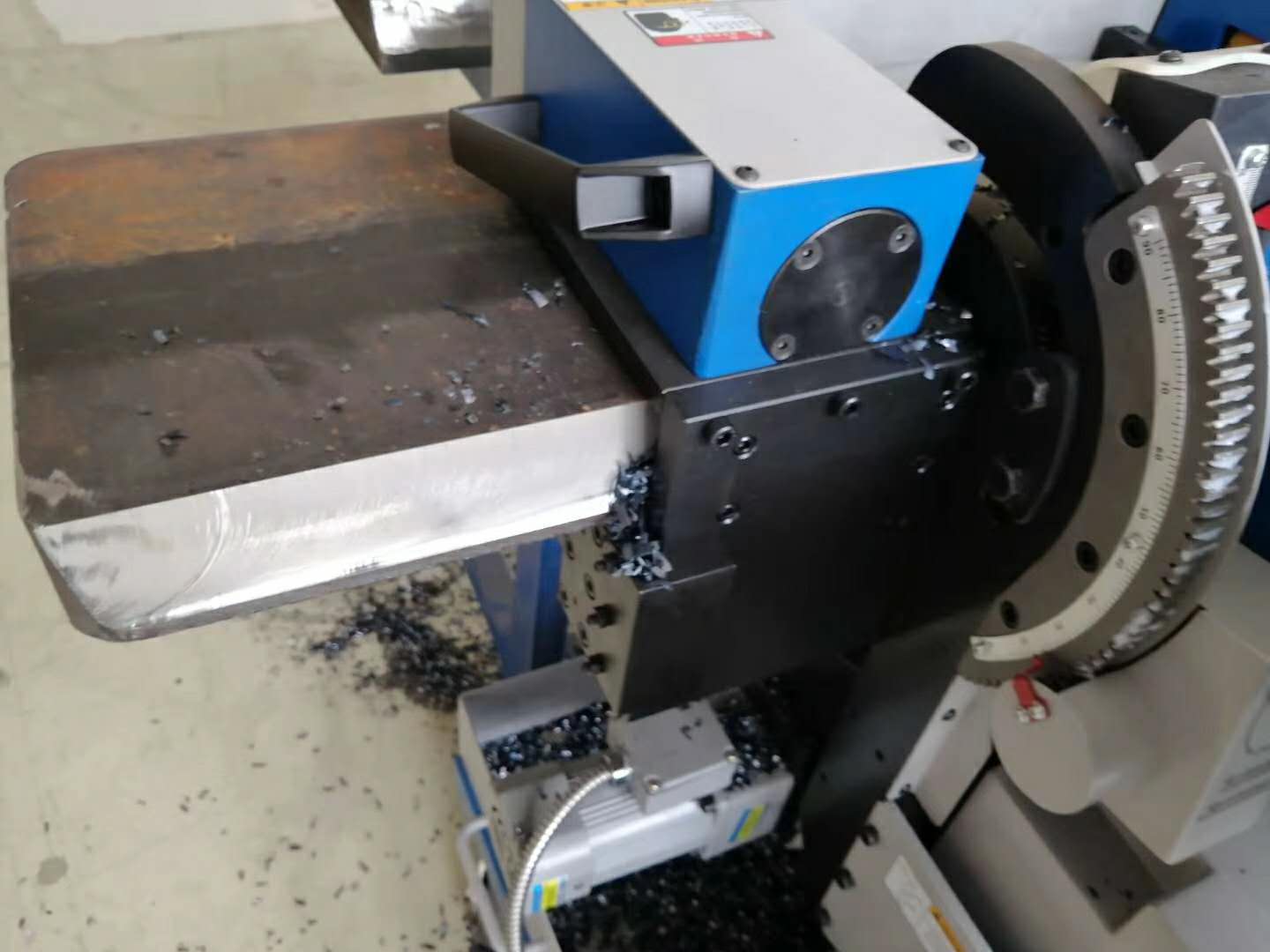
ด้านล่างนี้คือการทดสอบบนแผ่นที่มีความหนา 60 มม. สำหรับมุมเอียง U R10 โดยเครื่องเจียรขอบแผ่นโลหะ GMMA-100L
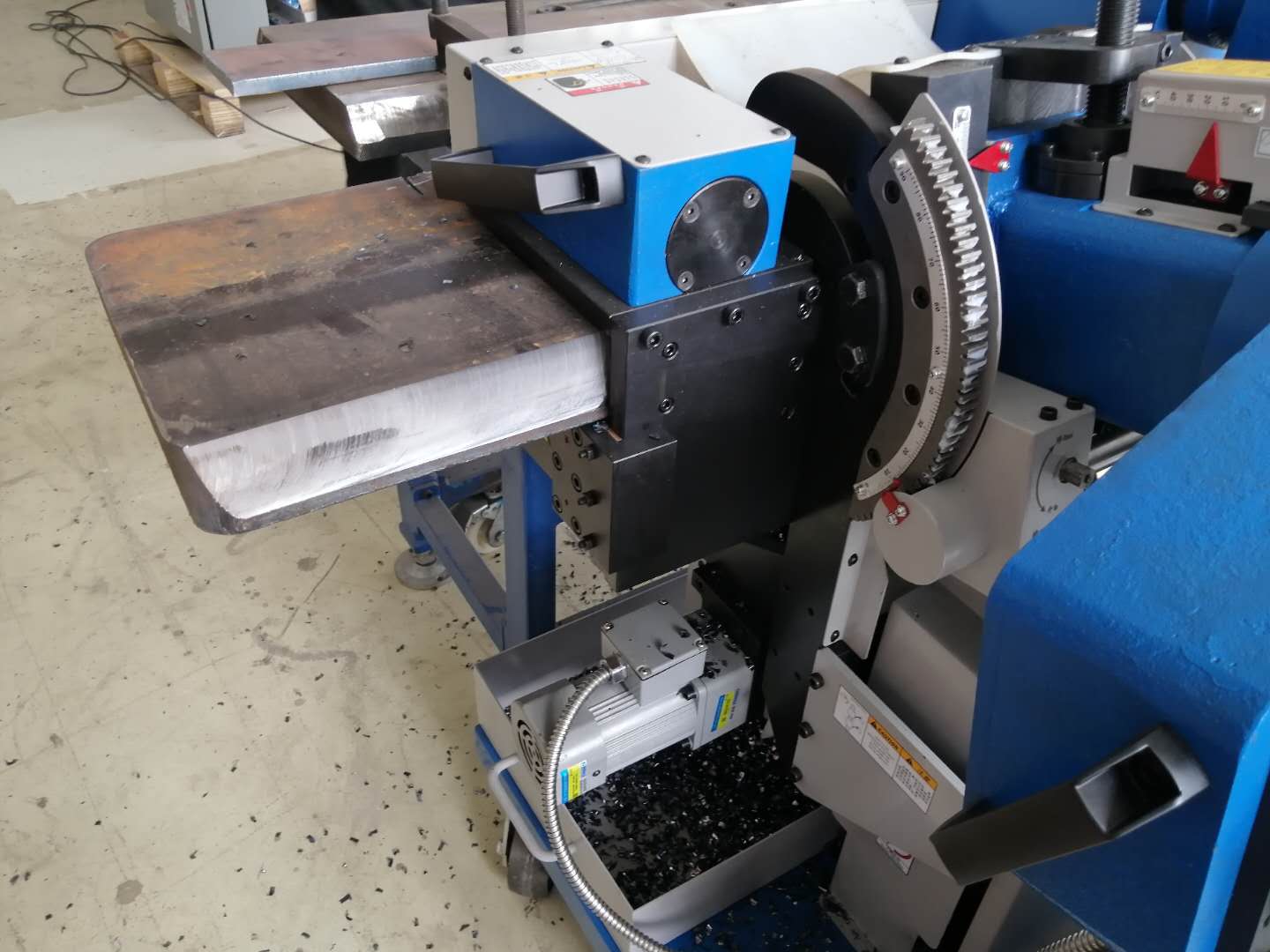 | 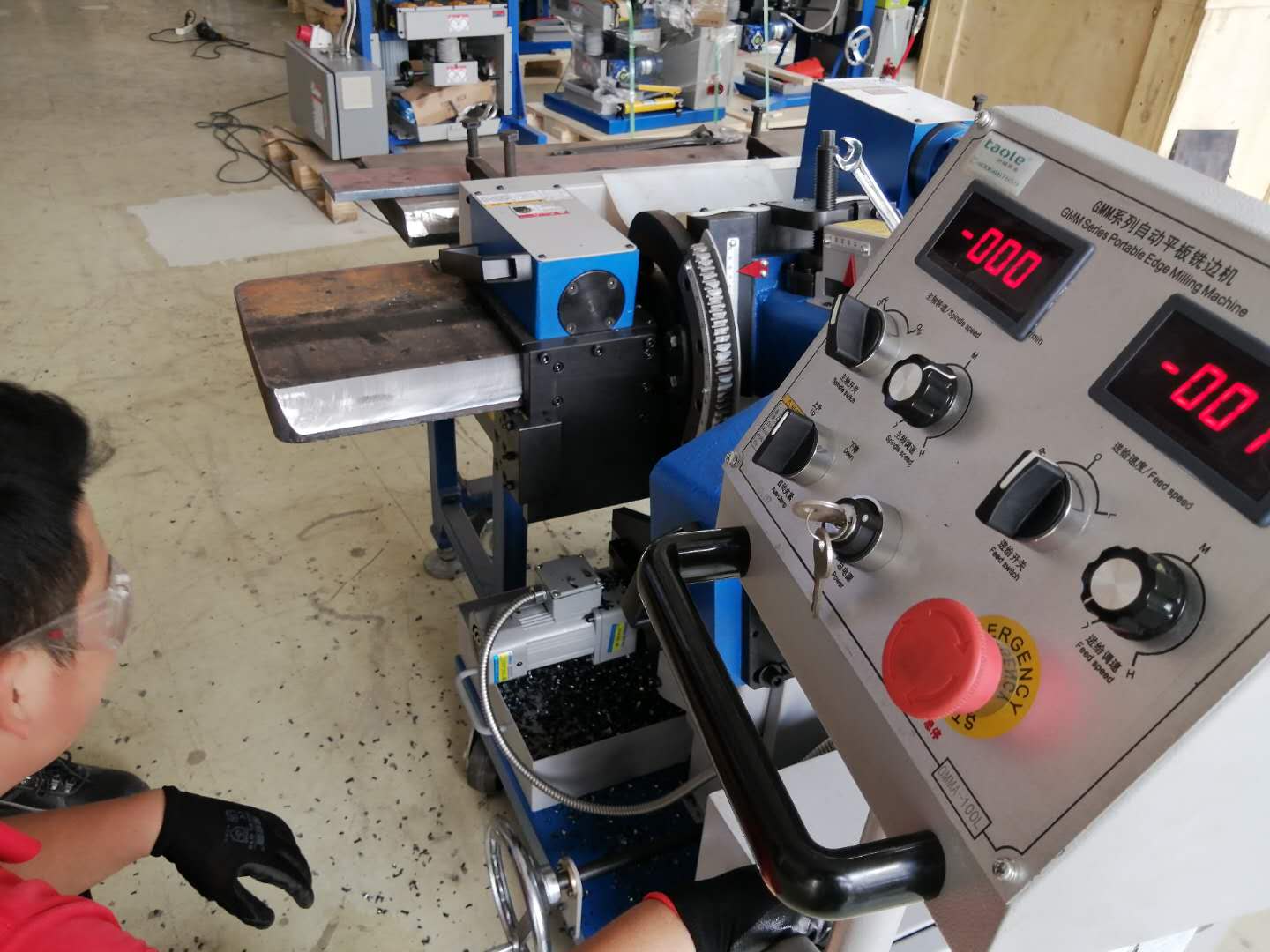 |
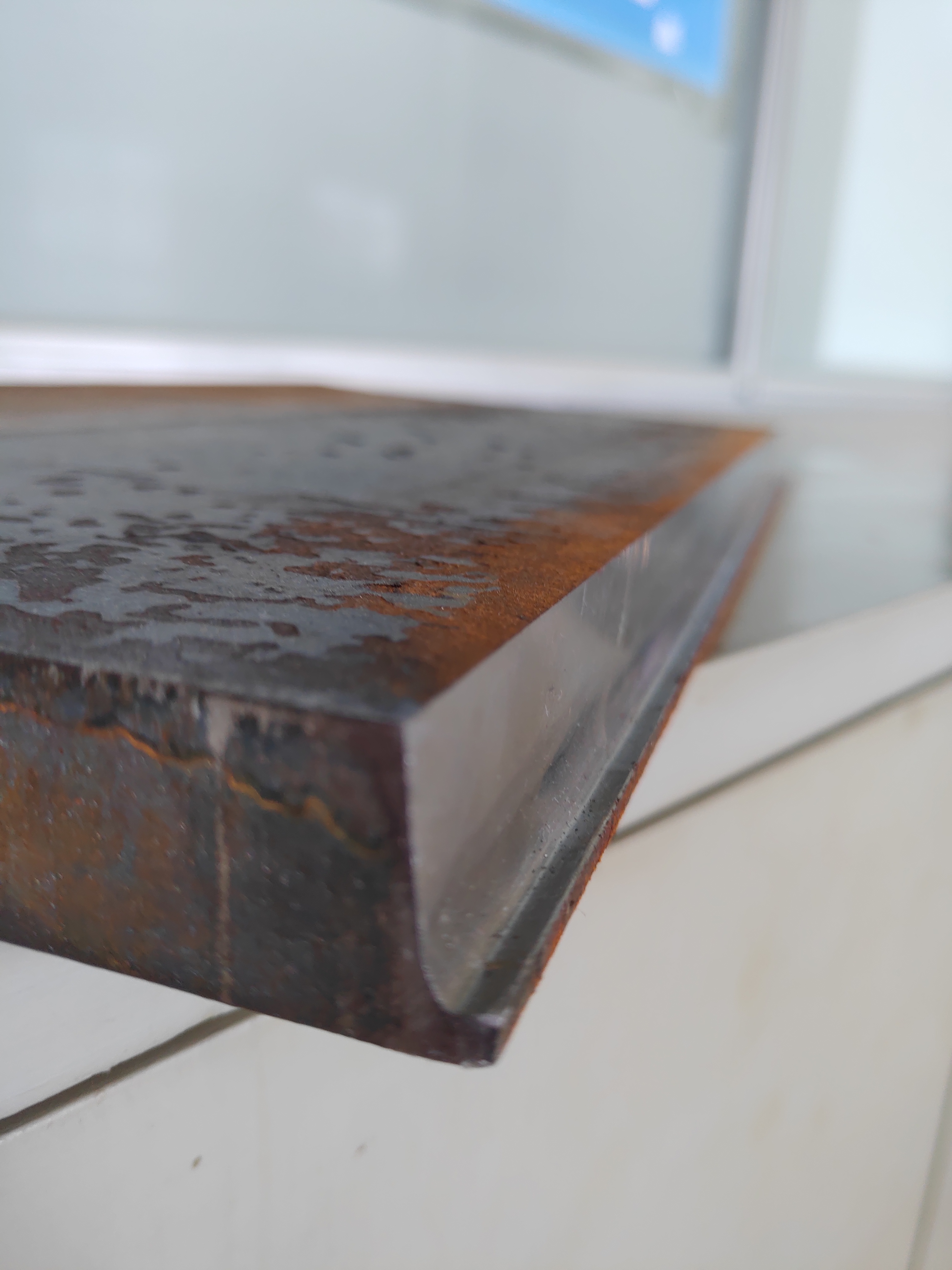
ความหนาของแผ่น 60 มม. ความยาว 600 มม. ความกว้าง 350 มม. ขอบเอียง R10 U พร้อมหน้าตัดฐาน 2 มม. สำหรับขอบเอียง J เดี่ยวเท่านั้น
เนื่องจากแผ่นเหล็กมีความหนามากและมีขนาดเล็กเครื่องเจียรขอบแผ่นโลหะ GMMA-100Lต้องใช้การตัด 6-8 ครั้งเพื่อให้ได้มุมเอียงที่ต้องการ ประสิทธิภาพอาจไม่มากเท่ากับเครื่องตัดมุมเอียงจากผู้ผลิต แต่ลูกค้าก็พอใจกับผลลัพธ์นี้
 |  |
สำหรับการประมวลผลขอบเอียง U/J โดยเครื่องเจียรขอบแบบเดินตามเรามีสองรุ่นให้เลือก ขึ้นอยู่กับข้อกำหนดของแผ่นโลหะและขนาดมุมเอียงของลูกค้า
1) เครื่องกัดขอบแผ่นเหล็ก GMMA-60L
2) เครื่องกัดขอบแผ่นเหล็ก GMMA-100L
 |  |
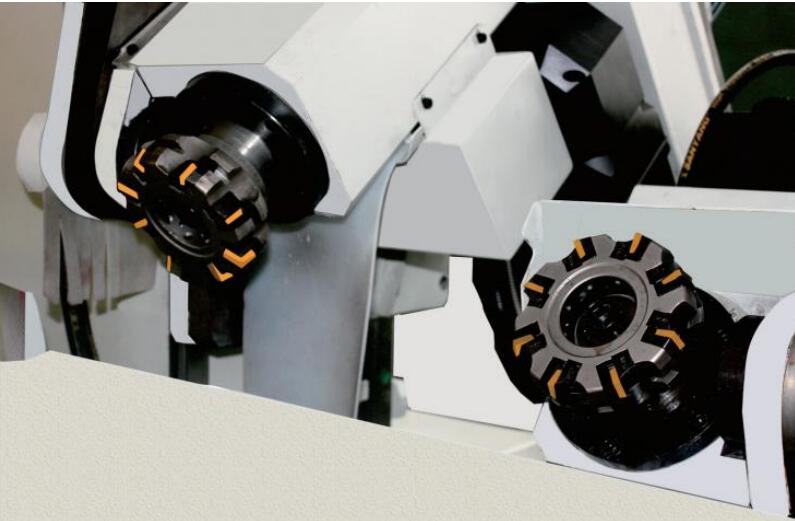
หากต้องการโซลูชันที่มีประสิทธิภาพสูงกว่าและช่วงการทำงานที่กว้างขึ้น เรามีโซลูชันการตัดมุมเอียงพร้อม...เครื่องกัดขอบโลหะแบบตั้งโต๊ะ CNCซึ่งสามารถออกแบบได้ด้วยเครื่องกัดสองหัว ภาพด้านล่างเป็นตัวอย่าง
 |  |
หากท่านสนใจข้อมูลเพิ่มเติม โปรดติดต่อเราได้เลย
Email: info@taole.com.cn Tel: +86 13917053771
เซี่ยงไฮ้ TAOLE MACHINE CO.,LTD
ฝ่ายการตลาด
วันที่โพสต์: 4 กันยายน 2020