Bagaimana cara Anda memproses bevel tepi pelat pada pelat tugas berat?
Apakah Anda masih menggunakanMesin pemotong bevel tipe meja CNCdengan biaya tinggi tetapi tidak efisien?
Atau masih melakukan pelepasan lapisan secara manual setelah pemotongan dengan api?
Kami menerima pertanyaan dari Chemical Machinery mengenai...Mesin pembentuk bevel atas dan bawahKetebalan pelat minimum mereka adalah 20 mm. Mereka meminta agar semua pelat logam diberi bevel di bagian atas dan bawah. Mereka memiliki mesin bevel stasioner CNC di pabrik. Namun, mesin tersebut sulit dan tidak efisien untuk pelat tugas berat dengan ukuran besar dan berat seperti itu. Berikut adalah salah satu gambar bevel dari pelanggan.
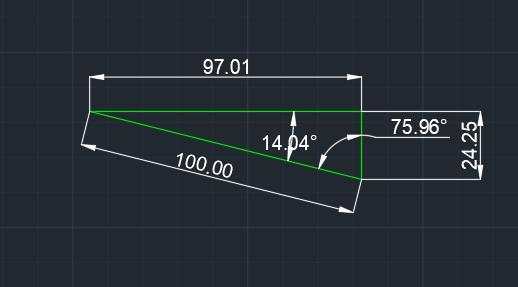
Oleh karena itu, kami menyarankan mesin bevel di bawah ini untuk bevel atas dan bawah. Biasanya ada sambungan bevel tipe X atau tipe K. Dan bevel atas membutuhkan lebar yang lebih besar.
GMMA-100L (Diameter mata pisau 100mm) untuk kemiringan atas.
GMMA-80R (Diameter mata pisau 80mm) untuk kemiringan bawah.
 |  |
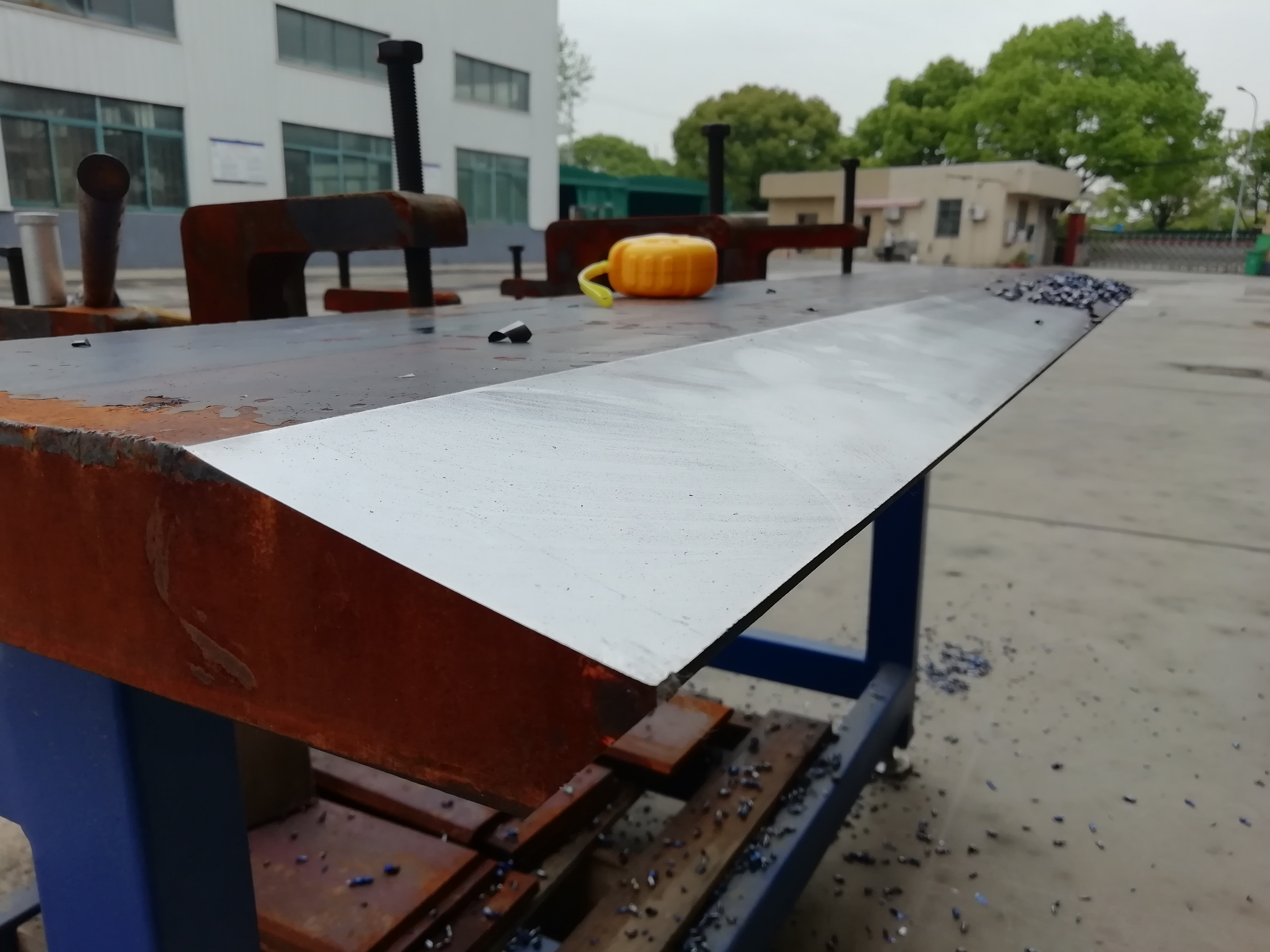
Foto-foto lokasi di bawah ini dioperasikan oleh GMMA-100l dan GMMA-80R.Mesin pembentuk bevel atas dan bawah.
Setelah pengujian, pelanggan sangat puas dengan mesin pemotong bevel kami. Mereka menggunakan mesin pemotong bevel GMMA-100L dan GMMA-80R untuk pelat baja.
 |  |  |
Untuk kasus yang sama atau serupa pada pelat tugas berat, kami memiliki lebih banyak solusi kemiringan untukmesin pemotong bevel tepi gandapada bagian miring atas dan bawah. Berikut detailnya untuk referensi Anda.
Solusi pertama: Mesin pembentuk bevel GMMA-100L untuk bevel atas, GMMA-80R untuk bevel bawah.
Solusi kedua: GMMA-100L untuk bevel atas, GMMA-100U untuk bevel bawah
Solusi ketiga: GMMA-100K dengan dua kepala untuk kemiringan atas dan bawah secara sinkron. (Model mesin kemiringan baru 2020)

Untuk informasi lebih lanjut tentangMesin pemotong bevel pelat tugas berat solusi. Jangan ragu untuk menghubungi kami.
E-mail:sales@taole.com.cn
MESIN TAOLE SHANGHAI CO.,LTD
TIM PEMASARAN
Waktu posting: 25 Mei 2020